 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


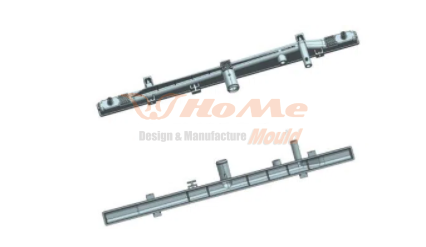
Autocar Tank Erradiadorea Injekzio Moldea
Autocar Tank Erradiadorea Injekzio Moldea
Moldearen deskribapena
Moldearen altzairua: P20
Moldearen barrunbea: Bakarra edo Anitza
Produktuaren materiala: PA66+GF30%
Injekzio-sistema: Hotza korrikalaria
Ejekzio mota: Ejector Pina
Zikloaren Denbora: 50S
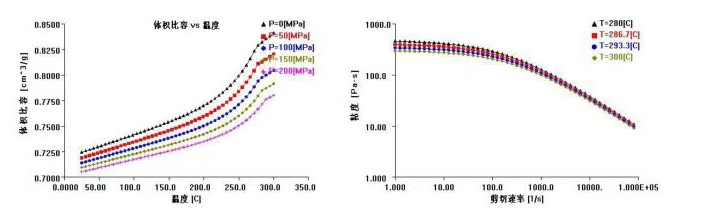
Zergatik aukeratu Tank Radiator materiala PA66 + GF30%?
Automobil arinaren garapenarekin, praktikan, goiko eta beheko deposituaren erradiadoreakAutocar Tank Erradiadorea Injekzio Moldeakobrearen ordez ingeniaritza plastikoak ordezkatzen dira, normalean nylon 66 erabiliz beira-zuntzezko materiala gehitzeko. PA66-k tenperatura altuarekiko eta korrosioarekiko erresistentzia ona du, ur-ganberaren zatiak oso-osorik egon daitezen eta okertu ez daitezen. Goiko eta beheko deposituetako automobilak kobrearen ordez ingeniaritza plastikoez ordezkatzen dira, normalean nylonezko 66 erabiliz beira-zuntz materiala gehitzeko. PA66-k tenperatura altuarekiko eta korrosioarekiko erresistentzia ona du, ur-ganberaren zatiak osorik egon daitezen eta okertu gabe. Aldi berean, harikortasun ona eta deposituaren erradiadoreen pieza ederrak ditu.
Deposituaren erradiadorearen moldearen egitura
Trokelaren egitura zehazteak molde-sistema eta benetako ekoizpen-egoera kontuan hartu behar ditu. ZerenAutocar Tank Erradiadorea Injekzio Moldeaproduktuak alboko nukleoaren egitura dira, beraz, molde baten erabilera barrunbeko moldearen egitura, atea probako atea erabiliz. Depositu automatikoko erradiadoreak pieza zuzen luzeak dira, atea zatien erdian pieza zuzen luzeak ezartzen direnean, plastikoa urtutako molekulak eta zuntz orientazioa betetzeko prozesuan agertuko da, produktuaren flexioarekiko orientazio desberdina gertatzen da eta norabidearekiko paralelo eta perpendikularra. fluxuari tentsio pitzadurarako joera izango du, indar baxuko fluxuarekiko perpendikularra delako, tentsio pitzadurarako joera handiagoa. Beraz, Hongmeiko moldeen diseinuko ingeniariek atea produktuaren mutur batean jartzea erabaki zuten.
Produktuen diseinuaren ikuskapena:
HONGMEI MOLDek egindako edo bezeroek eskaintzen duten produktuaren diseinua edozein dela ere, analisi eta ikuskapen guztiak egiten ditugu beti, hala nola, Plastikozko Moldeen prozesuaren bideragarritasuna, Plastikozko Moldeen egitura eta mugimenduaren bideragarritasuna, erlazionatutako plastikozko osagai guztiak bat datozen egoera, etab. Plastikozko Moldeak saihestu ditzake. zuzenketa, txatarra eta beharrezkoak ez diren plastikozko moldeen konponketa-lanak, produktuaren diseinu akatsak eragindakoak. Uste dugu diseinuan 10 minutu gehiago ematen ditugula, hilabete bat produkzioa murriztu daitekeela.
Azterketa zehatzarekin, Plastikozko Moldeen diseinurako arrazionaltasun analisia, prozesatzeko analisi onena eta Plastikozko Moldeen egituraren aplikazioarekin, irtenbide profesionalenak eskaintzen ditu Plastikozko Moldeen errendimendu eta zehaztapen tekniko egokienak bezeroak eskatzen duen moduan.
Ikuskapenak alderdi asko hartzen ditu, hala nola, plastikozko moldeen intentsitatea, molde-fluxuaren analisia, plastikozko moldeen kanporatzea, hozte sistema, gidatzeko sistemaren arrazionaltasuna, plastikozko moldeen ordezko piezen zehaztapenen aplikazioa, bezeroen makinen hautaketa eta eskakizun berezien aplikazioa, etab. hauetako HONGMEI MOLD Plastikozko Moldeen diseinu estandarraren arabera ikuskatu behar dira.
Altzairua erosteko ikuskapena:
Ikuskapen prozesu zorrotza eta ordezko piezak erosteko denbora-kontrola, piezen estandarizazioa, tamainaren zehaztasuna, Plastikozko Moldeen materialaren gogortasuna eta materialen akatsak hautematea eta abar daude.
Moldeen fabrikazioa ez da soilik moldeen diseinua, CNC prozesatzea eta muntaia. Molde-enpresa on batek ez die horri buruz bakarrik arduratzen, arreta gehiago emango die xehetasunei, adibidez, moldearen fluxua, moldearen tamainaren egiaztapena, moldearen CNC doitasuna, ur-kanalaren egiaztapena eta moldearen leunketa-maila.

Ikuskapen-ekipoak
1. kalibre irristakorra
2. Multimetroa
3. Hardometroa
4. Neurtu zinta
5. Mikrometroko kalibreak
6. CMM makina
Itxura Ikuskatzeko Arauak
1. Moldearen oinarriaren tamaina estandarra izan behar da
2. Moldearen oinarriaren gainazala txukuna eta leuna
3. Moldearen altzairuak kontratuaren berdina izan behar du
Moldearen Egitura
1. Arrazoizko moldearen egitura
2. Diapositibak leundu behar dira eta berotze tratamendua behar dute, txirrista gainean olioaren zirrikitu bat dago
3. Jasogailua, txertatzea eta injekzio-pin, zuhaixka leun ibili behar da.
Hozte Sistema
1. Ziklo arrazoizko hozte-sistema
2. Ur kanal leuna, isuririk gabeko ura eta airea
3. Ur kanalaren interfazearen tamaina marrazkiaren berdina izan behar du
Injekzio-sistema
1. Kokatu eraztuna injekzio-makinarentzat egokia izan behar da, korrikalari nagusiaren tamaina eta malda zentzuzko diseinua izan behar du.
2. Elikadura-metodoak eta adar-korridoreak arrazoizko posizioa izan behar du, atea erortzeko erraza da
3. Parting Line diseinua arrazoizkoa
4. Eguna/Hilabetea/Urtea edo materiala edo logotipoa markatutako data
5. Injekzio Pin diseinu egokia izan behar du
Bidali kontsulta



X
Cookieak erabiltzen ditugu nabigazio esperientzia hobea eskaintzeko, guneko trafikoa aztertzeko eta edukia pertsonalizatzeko. Gune hau erabiltzean, gure cookieen erabilera onartzen duzu.
Pribatutasun politika