 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produktuak
- Etxetresna elektriko handien moldea
- Etxetresna txikien moldea
- Plastikozko Etxeko Piezen Moldea
- Plastikozko ekipamendu medikoen moldea
- Plastikozko Bulegoko Instalazioen Moldea
- Plastikozko Automozio Piezen Moldea
- Plastikozko Motozikleta Piezen Moldea
- Maskotentzako produktuen moldea
- Aulki Plastikozko Moldea
- Plastikozko Industri Piezen Moldea
- Plastikozko Kutxa Injekzio Moldea
- Umeentzako plastikozko produktuen moldea
- Plastikozko horma meheko moldea
- PET Preforma eta Txapel Moldea
- Plastikozko Hodietarako Moldea
- Plastikozko produktuak
- Beste Moldeak










Plastikozko Juicer Shell Moldea
Fabrikazio profesional gisa, kalitate handiko Plastikozko Juicer Shell Moldea eskaini nahi dizugu. Eta salmenta osteko zerbitzurik onena eta puntualki entrega eskainiko dizugu. Txinako plastikozko zukugailuaren Shell Mold fabrikatzaile profesionala gara, gehiago jakin nahi baduzu, gurekin harremanetan jar zaitezke.
Zifra ona eraikitzeko, jende askok zuku kopa bat egingo du bere kabuz esne-tearen ordez, osasuntsua eta Elikagarria da, beraz, ona da diseinu berriko zuku-molde 2021 salmenta beroa egitea.
Zifra ona eraikitzeko, jende askok zuku kopa bat egingo du bere kabuz esne-tearen ordez, osasuntsua eta Elikagarria da, beraz, ona da diseinu berriko zuku-molde 2021 salmenta beroa egitea.
Eredua:HM-03 Plastic Juicer Shell Mould
Bidali kontsulta
Produktuaren Deskribapena
Fabrikazio profesional gisa, kalitate handiko plastikozko zukugailurako moldea eskaini nahi dizugu. Eta salmenta osteko zerbitzurik onena eta puntualki entrega eskainiko dizugu.

Plastikozko Juicer Shell Moldearen informazioa
Juicer Oinarrizko Materiala: ABS
Juicer Kopako materiala: AS
Moldearen altzairua: P20
Molde-plaka: C45
Pieza Mugikorrak: P20 tratamendu termikoa
Injekzio-metodoa: Plaka botatzailea
Hozte-sistema: kalitate handiko uraren zikloa
Moldearen barrunbea: osagarriak: 1+1+1
gorputza:bakarra
Korrikalari: korrikalari hotza
Gainazalaren tratamendua: poloniera
Entregatzeko epea: 50 egun
Moldearen bizitza: 500.000 plano
Moldearen tamaina: 420 * 450 * 390 mm
Injekzio Makina: 200T
Juicer Shell Mold Diseinua
Hongmeik 5 produktu eta molde diseinatzaile bikain ditu, 10+ esperientzia eta trebea dute moldeak hozteko sistema eta kanporatze sistema marrazten.
Juice shell molde honi buruz, diseinatzaileak 2 tamainako diapositibak iradokitzen ditu, aurrealdeko molde elastikoen errenkadaren posizioaren diseinu-egitura hartzen du eta kanporatze-sistemak olio-zilindroak bultzatutako kanporatze-plaka aukeratzen du. Moldearen egitura hau oso eskuragarri eta egokia da.
Etxetresna elektrikoen molde txikiei buruzko kasu oso garrantzitsua dago oraindik, zati bakoitza muntatzen dena, beraz, molde mota hau diseinatzen dugu arte-lerroari arreta jarri behar dio, pieza-lerroaren diseinuak arte-lerro honen arabera behar du eta doitasun-mekanizazioa erabili lortzeko. gainazal ederra.
Korrikalari beroa ala korrikalari hotza?
Zati gehienek lasterkari beroa aukeratu dezakete egiteko, baita hotza ere.
Nola aukeratu genezake zuku-kopa-oskoletarako molderako korridore-sistema?
* Zure aurrekontuaren arabera: hotzaren prezioa beroa baino txikiagoa da
* Piezen ezaugarriaren arabera: gainazaleko zatiek korridore beroa aukeratu dezakete, eta ordezkoen barnean korridore hotza aukeratu genezake
* Moldearen mantentzearen arabera: korrikalari hotzaren konponketa beroa baino errazagoa da eta kostu txikiagoa da
* Materialaren prezioaren arabera: lehengaien prezioa oso altua bada, korrikalari beroak ez du ate luzerik, beraz, materiala murrizten lagunduko digu.
Ate egoki bat aukeratzea garrantzitsua da plastikozko zukugailuaren molderako
Etxetresna elektrikoen produktuek gainazal leuna eta txukuna behar dute, beraz, moldeen diseinua oso garrantzitsua da, atearen diseinua barne.
1.Atearen kokapenak bete beharreko baldintzak
-Itxura-baldintzak (ate-markak, soldadura-lerroak)
-Produktuaren funtzio-eskakizunak
- Moldeak prozesatzeko baldintzak
-Produktuaren deformazioa
-Atearen bolumena ez da erraza kentzen
- Moldeatzeko prozesua kontrolatzeko erraza da
2.Ekoizpenean eta funtzioan eragina
Fluxuaren luzerak injekzio-presioa, estutze-indarra eta fluxuaren luzera osoa laburtzeak produktua betetzen ez denean injekzio-presioa eta tintze-indarra murrizten ditu.
Atearen posizioak euste-presioari, euste-presioaren tamainari eta euste-presioa orekatuta dagoen ala ez eragingo du. Mantendu atea produktuaren tentsio-posiziotik (adibidez, errodamendutik), hondar-esfortzua saihesteko. Atearen posizioak ihesa kontuan hartu behar du, haizea pilatzea ekiditeko. Gertatzen bada, ez jarri atea produktuaren zati ahulenean edo txertatuta dagoenean, lerrokatzea saihesteko.
Zer da AS Material?
Estireno akrilonitrilo erretxina estireno eta akrilonitriloz osatutako plastiko kopolimero bat da. SAN izenez ere ezagutzen da. Oso erabilia da poliestirenoaren ordez, bere erresistentzia termiko handiagoa dela eta. Pisuaren % 70 eta % 80 arteko kateek estirenoaren eta akrilonitriloaren % 20 eta 30 arteko kateak. Akrilonitrilo eduki handiagoak propietate mekanikoak eta erresistentzia kimikoak hobetzen ditu, baina normalean gardena den plastikoari kolore horia gehitzen dio.
Zer da AS Material erabilerak?
Elikagaien ontziak, ur botilak, sukaldeko tresnak, informatika-produktuak, ontziratzeko materiala, bateria-zorroak eta plastikozko zuntz optikoen artean daude.
Juicer Shell Mold Prozesatzea
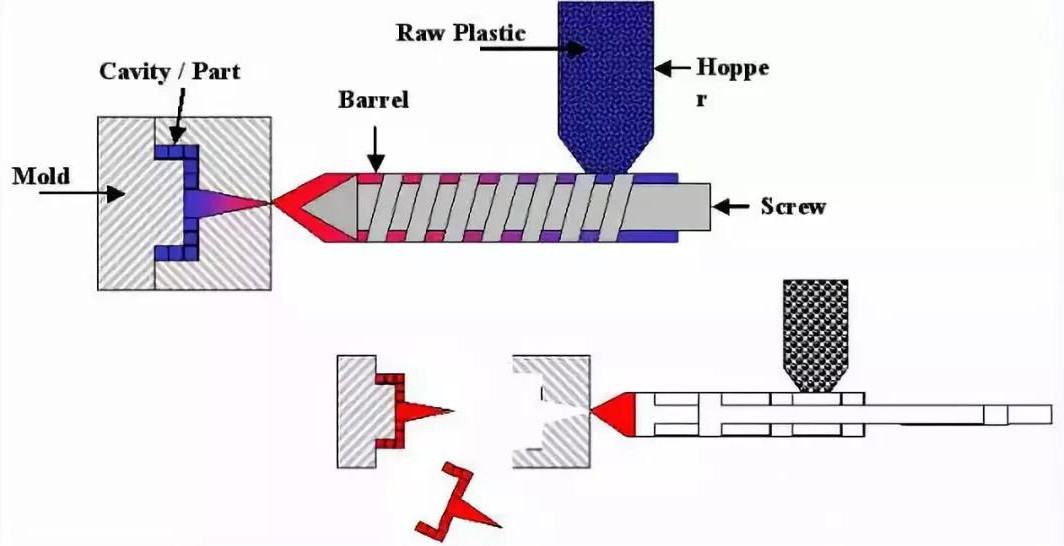
Injekzioa moldea materiala molde batean injektatuz piezak fabrikatzen dituen fabrikazio metodo bat da. Plastikoak prozesatzeko metodo nagusia injekzio-moldeaketa da. Prozesu horretan, plastikoa torlojuan jartzen da, eta, ondoren, torlojuak berotu eta injektatzen du plastikoa, ganbera luze batetik eta elkarren arteko torloju batetik bultzatzen dena. Horren ondoren, egoera fluido batean leundu egiten da. Tobera barrunbearen amaieran dago, eta plastiko fluidoa toberaren bidez hoztera behartzen da, moldea itxiz. Plastikoa hoztu eta solidotzen denean, produktu erdi bukatua prentsatik irteten da.
Jarri nirekin harremanetan
Hot Tags: Plastikozko Juicer Shell Moldea, Txina, Pertsonalizatua, Kalitate, Moda, Estilo berria, Salmenta beroa, Herrikoia, Merkea, Erosi, Azken salmenta, Handizkakoa, Berriena, Prezio baxua, Fabrika, Txinan egina, Prezioa, Fabrikatzaileak, Hornitzaileak, OEM, ODM , Entrega puntuala, Doako Lagina
Produktuen etiketa
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.









X
Cookieak erabiltzen ditugu nabigazio esperientzia hobea eskaintzeko, guneko trafikoa aztertzeko eta edukia pertsonalizatzeko. Gune hau erabiltzean, gure cookieen erabilera onartzen duzu.
Pribatutasun politika