 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produktuak
- Etxetresna elektriko handien moldea
- Etxetresna txikien moldea
- Plastikozko Etxeko Piezen Moldea
- Plastikozko ekipamendu medikoen moldea
- Plastikozko Bulegoko Instalazioen Moldea
- Plastikozko Automozio Piezen Moldea
- Plastikozko Motozikleta Piezen Moldea
- Maskotentzako produktuen moldea
- Aulki Plastikozko Moldea
- Plastikozko Industri Piezen Moldea
- Plastikozko Kutxa Injekzio Moldea
- Umeentzako plastikozko produktuen moldea
- Plastikozko horma meheko moldea
- PET Preforma eta Txapel Moldea
- Plastikozko Hodietarako Moldea
- Plastikozko produktuak
- Beste Moldeak







Plastikozko bozgorailu kaxa oskol moldea
Fabrikazio profesional gisa, kalitate handiko plastikozko bozgorailu kutxaren moldea eskaini nahi dizugu. Eta saldu osteko zerbitzurik onena eta entrega puntuala eskainiko dizkizugu. Gure giza bizitzarako erosoa izateko, gero eta gailu adimendun txiki gehiago bihurtzen dira, ideiak badituzu, produktuaren oskolaren moldea egiten lagunduko dizugu, aukera harrapatzeko. Lortu onura.Hemen Plastikozko bozgorailuaren kaxa-moldea aurkezten dugu.
Bidali kontsulta
Produktuaren Deskribapena
Fabrikazio profesional gisa, kalitate handiko plastikozko bozgorailu kutxaren moldea eskaini nahi dizugu. Eta salmenta osteko zerbitzurik onena eta puntualki entrega eskainiko dizugu.
Plastikozko bozgorailu kaxa oskol moldea
Moldearen altzairua: H13
Moldearen oinarria: P20
Tratamendu termikoa: nitruroa
Barrunbea: barrunbe bakarra
Korrikalari: korrikalari hotza
Zikloaren Denbora: 33s
Gainazalaren tratamendua: leuntzea
Moldearen bizitza: 500.000 plano
Paketea: egurrezko kaxa
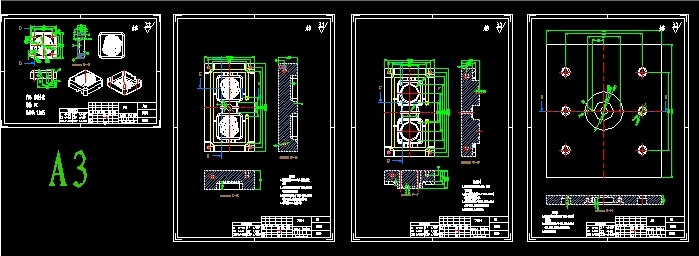
Plastikozko bozgorailu kutxa maskor moldearen diseinua
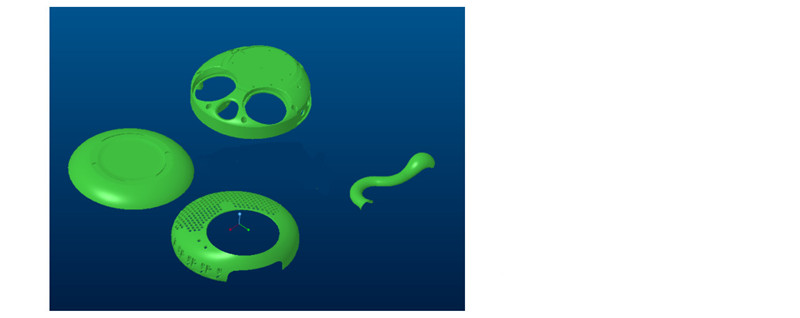
Plastikozko bozgorailu kaxa oskol moldeaPlastikozko piezen eskakizun teknikoei arreta jartzen diegun diseinua honako hauek dira: zulaketak, injekzio-moldeak, fluxu-lerroak, poroak, deformazioa, zilarrezko marra, material hotzak, jet-lerroak, etab.
Plastikozko zatiaren batez besteko lodiera 1,80 mm-koa da, plastikozko piezaren materiala ABS da, uzkurtze-tasa 1,004koa da eta plastikozko zatiaren pisua 16,56 gramokoa da.
Nola aukeratu Hot Runner edo Cold RunnerPlastikozko bozgorailu kaxa oskol moldea?
Hot Runner abantaila:
1. Laburtu konformazio-zikloaren denbora, horma meheko plastikozko pieza batzuk 5 segundotan injektatu daitezke.
2. Ez ur plastikozko materiala, prezio handiko material horietarako bitarteko handiak ditu.
3. Korrika beroa osatzen duten piezen sprue kalitatea ona da, desmoldeatu ondoren hondar-esfortzua baxua da, piezen deformazioa txikia da, beraz, lasterkari hotzak baino produktu akastun gutxiago.
4. Ez dago atea eta tratamendua moztu beharrik, ekoizpen eraginkortasuna hobetu.
Cold Runner abantaila:
1. Moldearen kostua beroa baino txikiagoa da, garrantzitsua da.
2. Moldea mantentzea merkea da
Beraz, gure egoeraren arabera lasterkari beroa edo hotza hauta genezake, irteera osoa eta moldearen egituraren eta materialaren kostuaren arabera nagusia.
Moldearen osagarriak
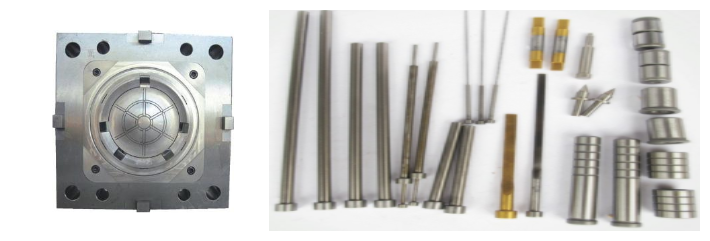
Tiro bakarra, tiro bikoitza, tiro bikoitza, tiro laua, kokapen-zutabea, plastikozko moldearen gida-mahuka, mahuka zuzena, erdiko zutabea, plastikozko moldearen gida-manhuka, mahuka zuzena, erdiko euskarria, kokapen-zutabea, karratu motako gailu laguntzailea, hiru dimentsiokoa kokapen bloke gidari gailu laguntzailea, A, B, C motako pita, A, B motako eraztun finkoa, etengailu mekaniko estandarra.
Nola aurre eginPlastikozko bozgorailu kaxa oskol moldeaHerdoilduta?

1. Injekzio moldea gelditu denean, garbitu plastikozko moldea
2. Moldeatzea denbora luzez gelditzean, herdoilaren inhibitzailea moldearen barrunbean ihinztatu behar da. Kontuan izan behar da ihinztatu aurretik moldearen barrunbea garbitu behar dela herdoil-gunerik egon ez arte.
Zer daPlastikozko bozgorailu kaxa oskol moldeaIhes-sistema?
1) Nondik dator airea?
a. Injekzio sisteman eta moldeen barrunbean airea dago
b. Lehengai batzuek ura dute oraindik, lurrun bihurtuko dira.
c. Gehigarri batzuk lurrundu egiten dira edo elkarren arteko erreakzio kimikoen ondorioz sortutako gasa
2) Aireztapen txarraren kaltea
a. Injekzio-moldaketa prozesuan, urtzeak barrunbean dagoen gasa ordezkatuko du, gasa ezin bada deskargatu, piezak osatu gabe egongo dira eta beste akats batzuk izango dira.
b. Gasa oso konprimituta dagoenez, barrunbean tenperatura nabarmen igotzen da, piezak erre egin daitezke. Batez ere urtutako bi kateen, angelu hilaren eta atearen bridaren elkargunean gertatzen da.
c. Gasa kentzea ez da leuna, beraz, barrunbe bakoitzean urtze-abiadura desberdina da, beraz, erraza da fluxu-markak eta fusio-markak osatzea eta plastikozko piezen propietate mekanikoak murrizten ditu.
d. Barrunbean dagoen gasaren oztopoa dela eta, betetzeko abiadura murriztuko da, moldaketa-zikloa eragingo du eta ekoizpen-eraginkortasuna murriztuko da.
Aire-zuloaren irtenbidea:
Ireki ihesaren zirrikitua, titare ihesa, sartu ihesa, sartu ihesa.
Harremanetarako Pertsona
Hot Tags: Plastikozko bozgorailu kaxa oskol moldea, Txina, pertsonalizatua, kalitatea, moda, estilo berria, salmenta beroa, herrikoia, merkea, erosi, azken salmenta, handizkakoa, berriena, prezio baxua, fabrika, Txinan egina, prezioa, fabrikatzaileak, hornitzaileak, OEM, ODM, entrega puntuala, doako lagina
Produktuen etiketa
Bidali kontsulta
Mesedez, eman lasai zure kontsulta beheko formularioan. 24 ordutan erantzungo dizugu.









X
Cookieak erabiltzen ditugu nabigazio esperientzia hobea eskaintzeko, guneko trafikoa aztertzeko eta edukia pertsonalizatzeko. Gune hau erabiltzean, gure cookieen erabilera onartzen duzu.
Pribatutasun politika